
上传时间:2013-10-22 15:13:00

要使瓦楞纸板形成整体结构,粘合剂是必不可少的。粘合剂(胶水)不仅影响着瓦楞纸板的生产效率,而且对瓦楞纸的质量也有很大影响,它起着非常重要的作用。
1、瓦楞纸板粘合剂发展史
早先使用的纸箱粘合剂主要是糊精,它是由淀粉(或面粉)混水搅拌,再经加热制得的一种粘性胶体,用于纸箱的手工作业。
上世纪五十年代(1950),美国研发出一种淀粉粘合剂制备工艺——斯坦因霍尔 (STEIN-HALL) 法。这种工艺沿袭至今,就是目前通俗称谓的“两桶法”制胶工艺。
21世纪初,又出现一种新的淀粉粘合剂制备工艺——交联法,也就是常讲的“一桶法” 制胶工艺。它是对两桶法制胶工艺的革新,主要是为了适应高速瓦线的生产。
2、淀粉粘合剂的各组成要素
在此,仅对目前普遍使用的制胶工艺——两桶法、一桶法粘合剂作详细的阐述。
2.1淀粉粘合剂的原料和辅料
淀粉粘合剂的原料,主要是水和淀粉,再以氢氧化钠和硼砂作为辅料,为了改善粘合剂的流动性和防潮性,提高粘合剂的粘合性能,会使用脲醛树脂类高聚物做添加剂。
2.2粘合剂中各物料的作用
2.2.1、水
首先,水主要作为生化反应的载体,并且起稀释、渗透、均匀和扩散的作用。粘合剂通过载体转移到要加工的瓦楞纸上,然后渗入瓦楞纸内。其次,在给粘合剂带来粘性的淀粉颗粒的膨胀过程中,水是必需的。制备粘合剂的水质要求为自来水,不能使用井水或地下水。
2.2.2、淀粉
淀粉是生化反应的主体。淀粉是一种从含叶绿素植物里提取的天然碳水化合物,很多行业都偏爱用淀粉作粘合剂,因为淀粉成本相对较低,且是生物所能分解的,可从可再生的原料中提取。
玉米淀粉干燥后,各种成份的重量构成,大体如下:
淀粉及碳水化合物——80%
蛋白质——10、7%
油脂——4、5%
纤维质——2、5%
灰份——1%
杂质——0、5%
其它淀粉的构成也与此大致相同,淀粉原料中一般含有80%左右的淀粉,而淀粉以外的杂质在淀粉制造过程中基本被消除,淀粉干燥后的淀粉纯含量应在99%以上。
2.2.3、氢氧化钠
氢氧化钠(NaOH,又名烧碱)是生化反应中的氧化剂,在粘合剂中主要起糊化作用,还具有浸润和软化纸板纤维的功能,并且能提高粘合剂的渗透力。烧碱的用量太多,会降低粘合剂的糊化温度,增加粘合剂的PH值;烧碱的用量太少,会使粘合剂糊化温度较高,淀粉不能完全糊化,渗透力差,瓦楞纸板的水份较高,物理指标较低。在Stein Hall制胶工艺中,烧碱被用来糊化初步载糊淀粉增强其粘性。在一桶式制胶工艺中,淀粉膨胀时添加烧碱也可以增强粘性。
2.2.4、硼砂
学名为十水合四硼酸二钠(Na2B4O7*10H2O),在粘合剂中主要起交联、络合和增稠作用。硼砂用量过多,会使粘合剂凝聚力过强,凝结后呈橡胶状,失去粘合作用,导致纸板分层;硼砂用量过少或不用,就不能达到络合和增稠作用,使用中会增加纸板的水份。
此外,硼砂与熟淀粉发生作用,可改变粘合剂的粘度,影响其流动性与渗透性,与烧碱一起使用也可提高最初的粘合强度和剪切稳定性。硼砂用量根据瓦楞纸板生产中使用的瓦楞纸及面纸而调整,纸质质量差,适当提高硼砂用量;纸质好,特别是进口施胶纸,可不用或适当降低硼砂用量。
2.2.5、添加剂
主要有交联剂(或称架桥剂)和安定剂(终止剂)两种。使用添加剂能有效的提高瓦楞纸板的粘合性能和防潮性能,能使粘合剂固化以后不易被乳化,从而能提高瓦楞纸板的边压强度、平压强度、耐破强度,所以在保证强度的前提下能适当降低原纸的定量;使用添加剂能有效的降低粘合剂糊化温度,提高车速,改善瓦楞纸板的平整度;使用添加剂在保证粘合效果的前提下能适当降低淀粉的用量。
此外, 还有防腐剂和耐水增强剂。熟淀粉糊和膨胀的淀粉分子容易发生细菌降解。防腐剂有助于避免污染,防止糊料滋生细菌而引起黏性降低。传统上常使用甲醛一类的防腐剂,但最近几年来已逐渐被一些更环保更安全的产品取代。
3、瓦线淀粉粘合剂的制备工艺
3.1粘合剂配方与生产工艺
3.1.1、两步法的工艺流程
(1)载体制备:第一步,载体桶中加入计量的水,再加入计量淀粉(总量的1/8),搅拌5分钟; 第二步,计量的片碱(固体NaOH)用水稀释,慢慢加入载体桶中正在搅拌的混合物中,继续搅拌20-30分钟,停机待用。
(2)主体制备:第一步,主体桶中加入计量的水,再加入计量淀粉(总量的7/8),搅拌5分钟; 第二步,计量的硼砂用热水稀释,慢慢加入主体桶中正在搅拌的混合物中,继续搅拌3分钟左右。
(3)合成:将制备的载体慢慢注入正在搅拌的主体中,继续搅拌20-40分钟,再加入计量的添加剂并搅拌5分钟即成。
3.1.2、一步法的工艺流程
第一步,桶中加入计量的水并升温至35-37℃,开机搅拌,加入计量的NaOH(总量的1/2),继续搅拌3分钟;
第二步,加入计量淀粉并继续搅拌10分钟;
第三步,慢慢加入事先配好的20-25%的NaOH溶液,滴入时间控制在20分钟左右;
第四步,当用涂-3杯测得胶体粘度达到12秒时,停止加碱液,胶体粘度达到22秒时,依次加入交联剂、硼砂和稳定剂各若干;
第五步,当搅拌至粘合剂粘度为20±2秒,停止搅拌,即得成品粘合剂。
3. 2粘合剂成份配比
无论是高速线还是低速线,粘合剂各成份用量都有一个适当的配比。一般可参考表6:
表6:瓦线粘合剂配比表
|
工 艺 |
配 比 |
|
两步法 |
淀粉:水= 1:2.5~5 淀粉:烧碱 = 25:0.7~0.8 淀粉:硼砂= 25:0.3~0.5 淀粉:交联剂=25:0.75~1.25 |
|
一步法 |
淀粉:水= 1:2.5~5 淀粉:烧碱 = 25:0.7~0.8 淀粉:硼砂= 25:0.3~0.5 淀粉:交联剂=25:0.75~1.25 淀粉:稳定剂=25:0.25~0.30 |
3.3配比的调整
3.3.1、高速线因为要求粘合剂快干,因此要求配制高固含量、低粘度、低糊化温度的粘合剂;低速线可根据设备精度、环境温度和空气相对湿度调整固含量和粘度;
3.3.2、夏天温度高,坑机易发热造成粘合剂在循环过程中糊化堵管,应适当减少片碱的用量以提高糊化温度,高温季节的糊化温度应在61~63℃之间为宜。冬季气温低,不用担心堵管问题,为保证机速可增加片碱用量,低温季节的糊化温度可低至56~58℃之间。
3.3.3、硼砂主要起提高粘合剂初干速度并提高成膜牢度的作用,还会提高粘合剂的粘度。加入硼砂前,可用3#杯测量粘度,一般高速线粘合剂粘度在20秒左右时投入硼砂(慢慢加入),低速线在40秒左右投入硼砂。一定要避免粘度很高时加入,否则造成搅拌困难。
3.3.4、季节调整:天气潮湿时,可适当提高硼砂的比例,并提高配方中淀粉的比例。天气干燥时,宜减少硼砂的用量,减少配方中淀粉的比例,防止粘合剂过早糊化,避免瓦楞纸板爆线。
3.3.5、因玉米淀粉糊化温度比木薯淀粉高,因此使用玉米淀粉时,片碱用量应比木薯的用量多。片碱增加量可通过测试粘合剂最终的糊化温度来验证,当二者糊化温度一样时,所添加烧碱的用量即为准确的用量。
3.3.6、需要赋予瓦楞纸板某些特殊的性能(如层间湿粘强度)时,可在粘合剂中适当加入添加剂。
3.4粘合剂对原辅材料的质量要求
表7、粘合剂材料质量要求表
|
原辅材料 |
质量要求 |
|
玉米淀粉 |
应符合GB8885-2008《食用玉米淀粉》对一级品的要求,或符合GB12309-1990《工业用玉米淀粉》对一级品的要求,也可以因地制宜地使用同等品质的木薯淀粉、小麦淀粉。 |
|
氢氧化钠 |
应符合GB209-2006《工业用氢氧化钠》关于一级品的标准,纯度≥96% |
|
硼砂 |
应符合GB/T537-1997《工业十水合四硼酸二钠》关于一级品的标准,纯度≥96% |
4、瓦楞纸板粘合的原理
4.1淀粉的糊化原理
淀粉在使用过程中,通常总是先破坏团粒结构导致团粒润胀。使淀粉分子水合和溶解,总的来说,称之为淀粉的糊化过程。因此,淀粉产生粘合的过程,就是淀粉颗粒在外部因素的作用下不断膨胀直至爆裂的过程,如图32。
图32
4.2、瓦楞纸板的粘合机理
瓦楞纸板粘合成型的每一步均与粘合剂的粘接机理有着直接关系。其粘合的全过程是在足够的热度和湿度的芯纸上完成的。涂敷于楞峰上的粘合剂逐渐浸润,扩散并渗透入纸张纤维结构中。此时生淀粉将会迅速凝胶熟化并在高温作用下蒸发掉水分,最后达到完全固化。如图33。
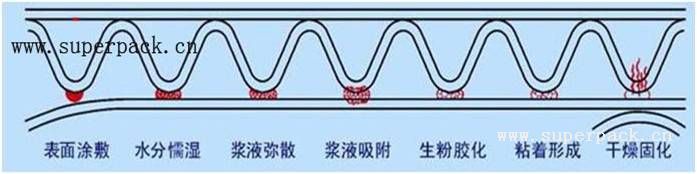
图33
当上述粘接机理瓦楞纸板的7个粘合步骤相同步时,将获最佳粘结效果。若粘合剂凝胶过快,将会造成因胶水扩散、渗透不够而集结在纸板的表面并凝结成晶状,造成纸板假粘;如粘合剂凝胶过慢,将会出现胶水大量地扩散并渗透到楞峰施胶线两侧而呈现白色线条状,此时生淀粉因无法熟化而丧失粘性,致使纸板粘合欠佳。
5、粘合剂的主要技术指标及其控制
瓦楞纸板粘合剂的最基本条件是要有粘合性,这是不言而喻的,下面我们着重说一下使淀粉糊充分发挥其粘合性的几个必要条件。
粘合剂的主要技术指标:主要有粘度、糊化温度、浓度和PH值。
(1)粘度:粘合剂制作时,淀粉与氢氧化钠等各组份发生生化反应而使粘合剂流动性不断变化的过程,它是表述粘合剂流动性能的技术指标,单位:秒,一般使用涂-3杯或涂-4杯测量。
(2)糊化温度:粘合剂在水浴加热并不断搅拌的过程中粘度不断增加直至流动性刚好丧失时的温度。
(3)浓度:粘合剂的固体百分比含量。
(4)PH值:粘合剂酸碱性。
1、 指标控制:应该根据瓦线的性能选择合适的技术指标,参考如表8(粘度为涂-3杯检测)。
|
技术指标 瓦线速度,m/min |
粘度,秒 |
浓度,% |
糊化温度,℃ |
PH值 | |||
|
中低速 |
≤120 |
单面机 |
20~25 |
单面机 |
20±2 |
60±2 |
9.0~12.0 |
|
双面机 |
25~30 |
双面机 |
24±2 |
56±4 | |||
|
高速 |
>120 |
单面机 |
15~20 |
单面机 |
24±2 |
56±2 |
9.0~12.0 |
|
双面机 |
20~25 |
双面机 |
26±2 |
54±4 | |||
6、瓦楞纸板生产线的施胶质量
在欧美国家,对瓦楞纸箱质量的检查,最重要的一条是对瓦楞纸板粘胶线宽度的检查。标准的施胶是位置准确,粘合剂在整个楞峰上被均匀、流畅地涂抹,糊胶线轮廓清晰,并且没有粘合剂从瓦楞上横向抛射,没有拖拽的糊胶痕迹。粘合剂的涂布量可通过测试糊线宽度来控制,一般理想的糊线宽度为1.2~1.5mm。
施胶不良主要与瓦楞纸板生产线设备状态、粘合剂质量、原纸质量有关,常见的施胶不良导致的质量问题主要表现在以下几个方面:
6.1点滴上胶现象
上胶辊上有污垢,如纸屑、淀粉结块及其他异物等,或者辊面网穴处有异物堵塞,导致上胶辊不能顺利上胶,只能传递少量粘合剂,并且容易被擦落,上胶时就会出现在楞峰上胶量不足,出现断断续续的点滴上胶现象。这样的瓦楞纸板表面就会出现面纸与芯纸分层的痕迹,纸箱的抗压强度、边压强度和粘合强度都会降低。
当上胶辊和下瓦楞辊之间的间隙太宽时,上胶辊不能接触到下瓦楞辊的地方,瓦楞楞峰上就没有足够的粘合剂。
6.2.粘合剂甩胶现象
粘合剂黏度太高;太低或里面硼砂含量太高时,在生产线高速运行时都容易出现粘合剂甩胶现象,这样会引起纸板翘曲或纸板发软,纸箱的粘合、边压和抗压强度者都会降低。






