

1柔版水墨印刷开槽机
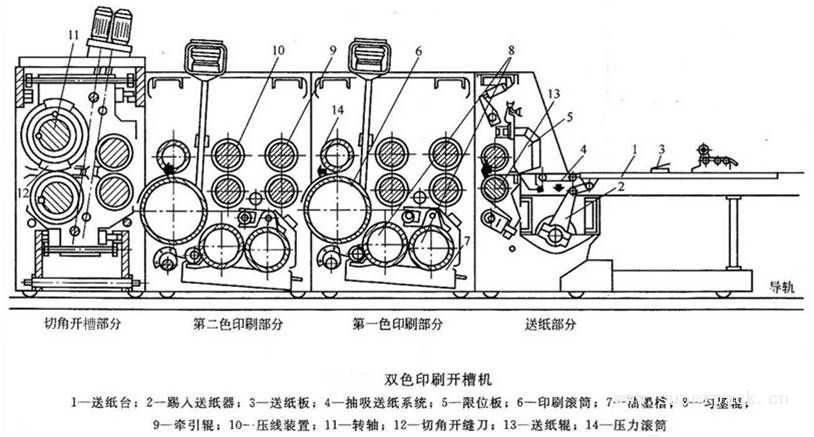
纸箱的柔印设备通常叫水墨印刷开槽机﹐它分为进纸部、印刷部、开槽部、收纸部四个部分。如下图所示:
1.1进纸部
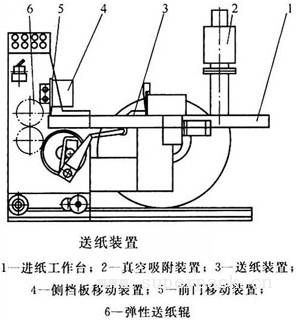
目前纸箱印刷常用的进纸方式为前缘进纸、踢纸和链条送纸三种方式,链条送纸方式已渐趋淘汰。下图为印刷机送纸装置结构示意图。
1.2印刷部
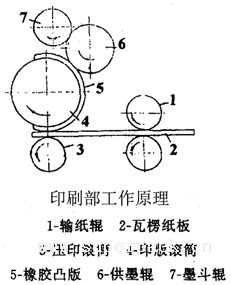
水墨印刷机的每一个单色机组均有墨斗、墨斗辊、供墨辊、印版滚筒和压印滚筒。橡胶凸版贴卷在圆形印版滚筒上。串排2~4个单色机组,便成为多色套印机组。这种印刷装置使用水性油墨印刷。下图为柔性版印刷装置原理图。
1.3开槽压痕部
此机组可对印刷后的瓦楞纸板进行纵压线和切角开槽的工作。有的水墨印刷机用一台圆压圆模切机组来代替开槽压痕机组。
(1)、切角开槽装置
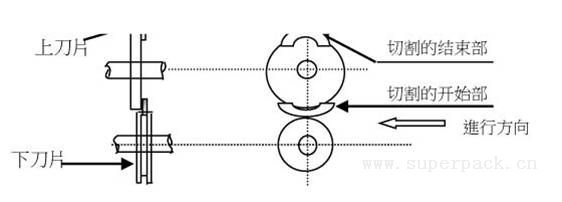
切角开槽装置的结构,是在一对转轴上装夹一对切角刀和三对开槽刀。其轴向位置可由螺杆机构调整,先进的机型装有数控调定装置。工作时,印刷与切角开槽的滚刀运转同步,当印刷滚筒每转一周印一件坯料时,滚刀同样完成一件坯料的切角开槽。切角开槽轴与印刷滚筒的转速相同。如下图所示。
开槽宽度一般为纸板厚度再加1cm,有时也可考虑为纸板厚度的2倍。现在一般的印刷机上都连带有开槽刀,瓦楞纸箱生产时可一次性成型,但也有手动开槽。
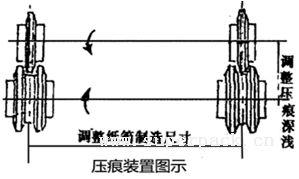
(2)、压线装置
压线装置主要由一对转轴和多对压线滚轮构成。压线滚轮常采用V形断面。压线前要使上下滚轮对准并调好间隙,运转过程中,如发现纸板有破裂或压线深度不够,应立即停机,重新调校。如下图所示。
1.4网纹辊
在柔版印刷中,印刷品质量在很大程度上取决于网纹辊的质量和运行结果。网纹辊是负责向印版上均匀地传递一定量的油墨,既是油墨的传递辊,又是油墨的计量辊,使墨量的使用实现了精确化。因此,网纹辊被柔版印刷的业界人士称为是柔印机的“心脏”。
(1)、怎样给柔版印刷机配网纹辊
在选择使用网纹传墨辊时,需要考虑印品的精细层度、承印材料种类、油墨类型及经济因素等。选择的项目包括网纹辊网穴的结构、网纹辊线数及表面涂层材料等。
a水墨印刷机网纹辊的选配一般根据印品的精细程度来选择网纹辊线数。对于实地印刷,如果网纹辊的网纹线数过低,供墨量太大,印版实地边缘积墨而造成印品边缘重影;如果网线数过高,供墨量不足,实地密度不够而发花。如果两实地叠印或印刷版面实地较小时可选择较高一些的网线数。
b文字、线条版可根据文字的大小、线条的精细选择合适的网纹辊。对于彩色网线印品的印刷,根据印品本身的线数来确定网纹辊的网线数。实践证明,要获得品质优越的印刷,网纹辊的网纹线数与印版的网点线数保持4:1左右的比例关系较好
c进行水墨印刷时,通常采用600角网穴的网纹辊,这种排列易于油墨的释放。上光时使用的陶瓷网纹辊宜采用300角,较适用于传输粘度较高的光油。 对于双辊式刮墨系统,采用300角的网纹辊在印刷实地、线条及文字时效果较好。
(2)、网纹辊的维护与保养
网纹传墨辊是柔版印刷机上最精密的机械零件,由于其特殊的表面结构很容易遭到损坏,必须对其进行认真的防护和保养。网纹传墨辊具有一定的强度,但如果局部承受过大外力,则其表面的着墨孔结构极易被损坏。网纹传墨辊应贮放在特制的包装箱里,使其处于垂直位置,以免被异物硌伤或因重力作用发生弯曲。在搬运及机上操作时,一定要防止异物与网纹辊碰撞。
(3)、网纹辊的清洗
在网纹辊出现的质量问题中,除少数是因长时间使用造成磨损外,绝大多数是由于对网纹辊的清洗不当或清洗不彻底造成的。如何保持网纹辊的良好清洁状态,对保证印刷质量至关重要。
网纹辊的清洗可分为日常清洗和周期清洗,最重要的是日常清洗,每印刷完一个印件就应尽快清洗网纹辊,除掉网纹辊上残余的油墨。任何一种能令人满意的网纹辊清洗系统,都必须做到在彻底清除每个网穴底部的残墨颗粒等残留物,同时保证不损坏网穴的网墙。
目前,网纹辊的清洗工艺主要有物理清洗法和化学清洗法。下面介绍当前常用的几种清洗方法和操作要领。
A、超声波清洗法
超声波清洗是一种高效的清洗方法,但要注意的是超声波装置应调到适合清洗的频率上。大多数使用超声波清洗的印刷厂还要配合使用强腐蚀性溶液,以提高效率,减少清洗时间。由于柔性版印刷多采用水基油墨,以超声波清洗法在清洗之前有一个浸泡过程,用来软化陶瓷网纹辊网穴中的残墨等硬杂质。这个程序根据辊的大小及油墨堵塞情况而定,一般要0.5~24小时。超声波清洗法利用超声波来产生超声波空化现象——以机械形式形成精微的气泡,这些气泡在压力作用下,当接触网纹辊表面时会内向爆炸,内向爆炸释放的能量会形成一种搅动作用或者是摔除作用,将残墨等杂质从网纹辊的网穴中清除掉。
超声波空化强度受下列因素影响:
n 超声波强度。最好参考清洗设备生产厂商推荐的超声波强度标准。
n 超声波频率。超声波频率与空化现象的强度成反比。频率增大,气泡变小,空化强度亦变小。一般情况下,选用最小频率4万赫兹所生成的气泡就可以了。
n 浸泡温度。浸泡溶液的温度一般保持在60℃~70℃较好。
n 清洗时间。清洗时间是最重要的因素,网纹辊置于超声波溶液中的时间越长,其网穴越容易受损害。许多超声波清洗法采用预浸泡程序,而后用超声波清洗5分钟,或时间再稍短些,以保护网纹辊上的网穴不受损害。
B激光清洗法
这是近年研制出的一种新型清洗方法,使用带特殊光学器件的激光装置来清洗网纹辊。在清洗系统中,激光被置于光学器件中,以保护陶瓷网纹辊表面,但是可以蒸发掉网纹辊上的残墨等杂质。据称,这种清洗法可以清洗最高网线数为1200线/英寸的激光雕刻陶瓷网纹辊,从网穴中清洗掉干墨、融合剂、蜡、硅、聚四氯乙烯、版材颗粒甚至刮刀颗粒等,而不损坏网纹辊上网穴。
在供墨及清洗上,用于向印刷部件定量供应油墨并自动清洗网纹辊、腔式刮墨系统、油墨泵以及油墨管,清洗顺序由计算机控制,提高了效率和质量。
C化学清洗法
化学清洗法也称碱性溶剂清洗法,它是将具腐蚀性的碱性(pH值为8~14)清洗剂用涂抹、点滴、喷涂或浸泡等方式将网穴内的残留物软化、溶解,然后再用高压水进行清洗。根据清洗剂碱性的强弱,可分为强碱清洗法:清洗剂的pH值为12~14,为高效清洗剂。但它存在对金属材料具强力腐蚀,对人体接触有一定危害等缺点,因此不适合抗腐蚀性低的网纹辊。中性碱清洗法:清洗剂的pH值为10~12,是一种应用非常广泛的温和型清洗剂,可将色料去除,但可能会留下残余物,从而影响清洗效果。弱碱清洗法:清洗剂的pH值为8~10,属于有效清洗剂。但它容易腐蚀网穴,造成网穴损伤。
由于化学清洗法的清洗剂渗透性较强,对1000线以上的网纹辊的网穴也可渗透到底部,因此具有较好的清洗效果,应用较广。
化学清洗法一般可分为化学溶液浸泡法和化学溶剂刷洗法。
1.5其它装置
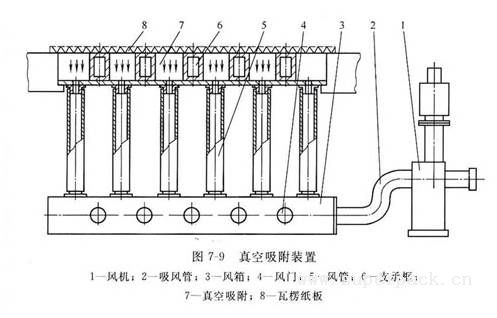
(1)真空吸附装置
真空吸附装置主要由风机、风箱、风门及真空吸箱、风管等组成。开启风机后,通过风箱吸气风管等将工作台上纸板下面吸箱内的空气抽去形成负压而吸平纸板,在风箱或吸箱处由吸力控制旁通风门,通过手动控制调整吸风量大小。旁通风门全闭时吸力最大,不需要全部吸力时可开启部分泄风,使用时应尽可能采用较小的风力,以减小进纸阻力。
真空吸附装置的使用不仅使快速送纸变得稳定可靠,即使纸板有一定翘曲也能予以修正。一般来说,该装置对于下弯的纸板的修正效果比上弯的纸板要好。
(2)印刷机刮墨辊或刮刀
刮墨辊或刮刀对于油墨的均匀程度、网点及细微文字印刷的清晰度起着决定性作用。选配时须对刮墨辊的硬度和中高进行详细考量。一般来讲,高网线陶瓷网纹辊,最好选用刮刀装置或者硬度为75°的刮墨辊。低网线的钢质网纹辊则可搭配硬度为35°的刮墨辊。






