
上传时间:2013-11-20 17:10:00

马田印刷机操作指示
马田印刷机操作指示
1.0目的:
1.1规范法国马田四色水墨印刷机的操作程序。
1.2督导工人从事生产操作,加强产品的质量监控和技朮安全操作。
2.0适用范围:
2.1适用于法国马田四色水墨印刷机所有操作类从业人员。
3.0定义:
略。
4.0职责权限:
4.1所属部门组长及主任负责监督指导。
4.2法国马田四色水墨印刷机操作类从业人员从事生产机器的操作。
5.0工作流程:
5.1准备工作:
5.1.1检查空压系统、各部润滑油是否足够;
5.1.2清除机器周围不必要的杂物,清洁印刷滚筒;
5.1.3读懂生产通知单,按生产通知单要求准备水墨;
5.1.4开启总电源挚,激活空压系统,开动机器,检查有否异常。
5.2.接纸段操作:
5.2.1根据纸板厚度,调整好每板货的数量;
5.2.1根据纸板的宽度,调整好接纸皮带的速度。
5.3.旋转啤制单元的操作(请对照如下面板图):
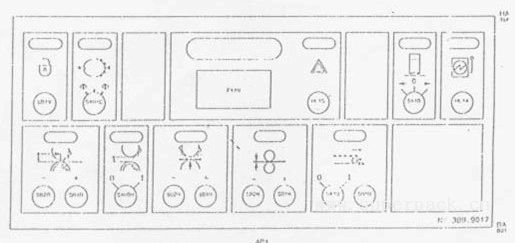
5.3.1安装啤板。置“SAH1C”于左边位置,啤板筒旋转,按生产单要求安装啤板于啤板筒上并调整啤制压力。(按下“SB1H”增加啤板与下啤板筒之间的距离。置“SAH5H”于“1”处,啤板筒与下啤板筒之间的距离将会跳变,其指示灯显示有三种状态:指示灯闪动,即表示变动之距离被承认;指示灯长亮,表示在跳变中;指示灯不亮,表示未进行变化。)调整好后,置“SAH1C”于右边位置归零位。
5.3.2调节拉上下纸轮之间的距离。根据纸板厚度,调节拉纸轮之间的距离。(按“SB2M”距离变小;按“SB1M”距离变小;按“SB1M”距离变大。)
5.3.3开动废料输送带。按下“SB1U”,废料输送带动转;若置“SA1U”于1处为自动开关,即机器开启后,废料输送带会自动动行。
5.3.4与其他单元的连接。啤制段准备好后,可操作“SA1D”做左右移动与单元连接。
5.4打角开槽、压线单元的操作:(请对照如下面板图)
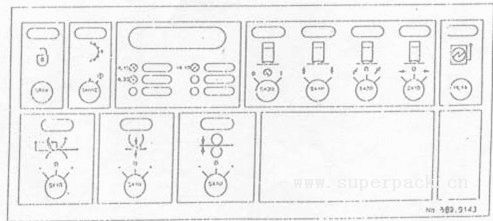
5.4.1按下“SB1V”解开打角开槽、压线单元与旋转啤制单元连接的锁,旋转“SA1D”可进行前后移动(移动期间“HL1S”指示灯亮,移动停止后灯灭。),留出足够空间后,根据生产单的要求调节打角开槽、压线刀的位置。
5.4.2根据需要,旋转“SA1N”调节上刀与下刀座之间的距离,置“+”为增大,置“-”为减小。旋转“SA1R”是改变上刀座与下刀座之间的距离。旋转“SA1U”可改变上压线刀头与下压线刀座之间的距离,置“+”为增大,置“-”为减小。
5.4.3若想将整个单元移出不用或进行大的维护,可先旋转“SA1P”将其升高,后旋转“SA2D”从侧轨道移出,之后,旋转“SA3D”切断该单元与其他单元的信号连接,“HL1D”指示灯即亮。
5.5印刷单元的操作:(请对照如下面板图)
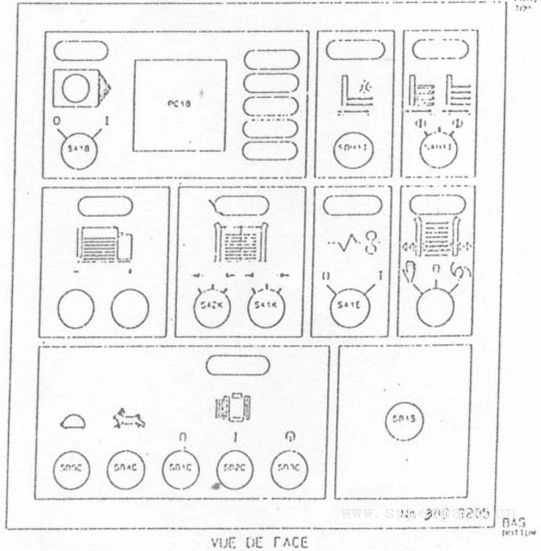
5.5.1根据生产单要求上版。按下“SB1V”解开同槽单元的连接,并旋转“SA1D”移动印刷单元,留出足够空间以便上版。上好版后,将“SAH1C”想右旋转,定归零位。也可旋转“SAH1P”将该单元升高,再旋转“SA2D”将该单元从侧面移出。
5.5.2冲洗。按下“SBH1L”灯亮,选择好冲洗时间后,开始对胶轮、花轮和刮刀进行冲洗。
5.5.3上墨。按下“SB5G”,激活打气泵,供给及回收水墨,缺少水墨时,“HL1L”指示灯亮。
5.5.4需印精细图案时,按下“SBH2G”刮刀与花轮相切,以控制花轮上面的水墨量。
5.5.5需印大版面时,按下“SBH3G”刮刀与花轮相切,以控制花轮上面的水墨量。
5.5.6调节胶版上的墨量。将“SB2T”向左旋将加大花轮与印刷轮之间的距离,向右旋将减少花轮与印刷轮之间的距离。
5.5.7印刷相位调整,按“SB2R”和“SB1R”。
5.5.8调节印刷轮的压力。调节“SB1H”将加大印版与上压座之间的距离,调节“SB2H”将减少印版与上压座之间的距离。
5.5.9拉纸轮压力调节。调节“SB1M”将加大上下拉纸轮之间的距离,调节“SB2M”将减少上下拉纸轮之间的距离。
5.6.走纸单元的操作(请对照如下面板图)
5.6.1拧开前面板上的锁匙。
5.6.2走纸挡板调节。根据纸板长度,旋转“SA2K”调节左挡板,旋转“SSA1K”调节右挡板。根据纸板宽度,调节后挡板的位置;激活主马达。先单击“SB2C”,当笛声停后再按一次,‘SB3C“为轻推键,每单击,镶嵌进一点;将“SA1E”置“I”处,若机在印刷中途塞纸会自动发出警报。
5.6.3走纸。按“SB1C”只送一张不印刷的纸,旋转“SAH1I”置左,只送一张印刷的纸,旋转“SAH1I”置右,则为正常走纸。
5.6.4走纸速度变换。按下“SB4C”加快,按“SB5C”变慢。
5.6.5结束走纸。先旋转“SAH1I”置中,走纸即停止,然后再按下“SB1C”将其正常停止。
5.6.6信号显示。“SBH1I”灯亮,即纸将用完,按下该键,直至最后一张纸送到接纸架为止。
5.7生产:
5.7.1试生产。当各单元基本调好后,即可试生产。根据试生产出来的效果,再对各部进行校正、微调。
5.7.1试生产OK后,即可加速生产,最低不能低于3000pcs/小时,最高速不应超过9000PCS/小时。
5.8注意事项:
5.8.1单元之间的连接前切记定归零位及“解锁”。
5.8.2停机不用时,要把每部分打开,不能合机。
5.8.3非操作工不得进行操作,以免撞坏、损坏机器。
5.8.4工作完成之后,要注意清洁、清洗机器及打扫工作现场。
6.0记录表格﹕印刷机生产日报表RE-OP18-03






