

模切版制作工艺
在彩盒生产中,模切工序是纸制品包装印后加工生产的重要环节,模切压痕加工对纸盒的成型与美观起着非常重要的作用,不仅可大幅度提高产品包装的档次,而且还可以提高包装的附加值。
模切生产作业流程为:制作模切版→新模切版的校验→粘贴弹性海绵条→上机安装固定模切版→调校机台压力→首件样品确认→批量生产。
1、模切版的制作
目前,模切压痕用模压版分刀模版和底模版两部分。刀模版由模版、模切刀、压痕钢线和模切胶条等组成;底模版由压痕底模和底模钢板构成。
1.1.模切版的制作流程
模切版的制作工艺按以下步骤进行:
绘制模切图→切割模板→装模切刀和压痕线→开连接点→粘海绵胶条→试切垫板→制作压痕底模版→试模切签样投产
1.2.模切版的制作工艺
1.2.1绘图
模切图是在印刷过程后的整版纸盒展开图,是模切版制作第一个关键环节。在印刷制版工序,如果采用的是整页拼版统,可以在印刷制版工序直接输出模切图,可以有效保证印刷版和模切版有统一标准。在纸盒印刷版工序中如果使用的是手工软片拼版,在模切制版工序就需要根据印样排版的实际尺寸绘制模切图。在绘制模切图的过程中,对于装模切刀位置和装压痕线位置要按国家纸箱制图标准明确标出,为了保证在制版过程使模切版不散版,要在大面积封闭图形部分留出2处以上不要锯断,这位置通常叫做过桥,过桥宽度对于小块版可设计成3-6毫米,对于大块版可留出8-9毫米。
1.2.2切割模版
模板使用的材料有木质多层胶合板、高密度板、电木板等,目前以木质多层胶合板使用普遍,木质多层胶合板的厚度为18毫米左右,木质以用硬木胶合板耐用度较高。
切割模版根据切割方法不同,有锯床切割模版,激光切割模版。
锯床切割为现在模版线缝加工的主要加工方法,锯床的工作是利用锯条的上下往返运动,用特制超窄锯条在模版上加工出可装模切刀和压痕线用的窄缝,超窄锯条的厚度等于相应位置模切刀或压痕线的厚度,常用厚度为0.7-2.0mm,宽度为1.5-3.0mm的锯条,锯床上配有电钻,可以在模版上钻孔,钻孔后,可以通过孔在版上穿过锯条进行切割。现在的锯床系列产品根据使用的场合和制版种类不同,规格丰富且功能完善。锯床配有吸尘系统可以把锯切的锯末自动收集,锯条可以进行电动装夹,大版面锯床的工作台面上配有气浮系统,可以使大版面锯割轻快灵活。
激光切割模切版是由电脑控制的激光切割机上进行的,它是激光作为能源,通过激光产生的高温对模板的材料进行切割的方法。进行激光切割首先需要将整版模切图输入电脑,由电脑控制模切版相对于激光头的移动进行切割。激光切割因为使用电脑控制,模切版切割精度很高。但在切割过程中影响切割质量的因素较多,有材料质量参数,板材厚度,激光输出功率,辅助气体的种类和压力,喷嘴的直径、口径、材料与喷嘴的距离间隙;透镜的焦距、焦点的位置,以及切割速度等。所以在实际生产中,借鉴以往经验来确定加工效果是极其重要的。激光切割的主要不足是激光切割的机价格昂贵,切割成本较高,用不可能独立购买激光切实割机,只能找专业厂家定做,并且使用激光切割模切版价格较高,预计激光切割模切版和锯床切割模切版会共同发展完善。
1.2.3装模切刀和压痕线(排刀)
模板切割完成后,要根据所模切纸盒相对位置装模切刀和压痕线,为了保证模切质量,首先应选择质量较好的模切刀和压痕线,我们首先介绍一下模切刀,下表所列模切刀系列产品,详细地介绍了各种标准模切刀和特殊模切刀的具体性能和用途。如表23
表23:各种模切刀线的性能和用途。
|
品 名 |
厚度 |
高度 |
硬度 |
适合模切材料 | |
|
不干胶刀 |
0.45 |
7、8、9.5等 |
中、硬 |
不干胶商标模切专用 | |
|
标 准 刀 |
0.71 |
23.8 |
软、中硬、硬 |
普通纸盒、纸箱模切 | |
|
1.07 |
23.8 |
中硬、硬 |
硬质材料模切 | ||
|
1.42 |
23.8 |
中硬、硬 | |||
|
高 刀 |
0.71 |
30、32 |
中硬、硬 |
吸塑包装盒、皮革、泡沫塑料以及有特殊要求的纸盒纸箱等材料的模切。 | |
|
1.07 |
30、32、40、50等 |
中硬、硬 | |||
|
1.42 |
30、32、40、50等 |
中硬、硬 | |||
|
特 |
方齿刀 |
0.71 |
任意齿间距 |
硬 |
根据模切产品的相应要求,有多种特殊刀线可供选择。 |
|
1.42 | |||||
|
模切-压痕 |
0.71 |
4/4、5/5、10/10等 |
中硬 | ||
|
1.42 | |||||
|
波纹刀 |
0.71 |
3.2、4.8、6.4 |
中硬 | ||
|
拉链刀 |
0.71 |
21.3-25.4 |
硬 | ||
|
尖齿刀 |
0.71 |
1.5×1.5 |
硬 | ||
模切刀按硬度分还有软体刀和硬体刀之分,软体刀并不是指刀刃软,而是模切刀的刀身采用较低的硬度HRC35,在软刀的刃口部分进行淬火处理至硬度HRC56,软体刀线整体可以弯出较小的圆弧和半径;硬体刀指的是模切刀整体淬硬至HRC45,刀身整体有较高的强度。
模切刀按刃口形状不同常用的有标准刀和双峰刀。在模切厚度大于0.5mm的纸板时,推荐选用双峰刀,这种刀有两个斜刀,可以有效的减少两凸面起到的负作用。并且刃口异常锋利,容易切进纸板。
选择优质的模切刀时应留意刀峰的横纹处理或直纹处理,横纹处理的刀对于模切纸张效果更佳,更耐用,而稳定性及精度更高,受弯后亦不易开裂。如图15。
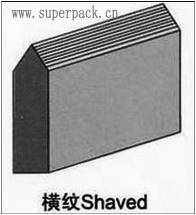
图15
压痕线系列产品压痕线在模切版上用于完成纸盒折迭处的压痕工作,压痕线的厚度常用的有0.7mm、1.42mm、2.13mm等,压痕线的高度为22-23.8mm。
压痕线的选用原则是:压痕线的厚度大于纸厚。压痕线的高度等于模切刀高度减去纸厚再减去0.05-0.1mm。
以上将模切刀或压痕线作了间要的介绍,下面讲一下模切刀和压痕线的安装及相关加工设备。模切刀和压痕线的安装首先要按照每段盒型刀线的长度将模切刀和压痕线进行裁剪、弯曲成相应的长度和形状。可用来对模切刀和压痕线加工的专用设备主要有刀片裁剪机,刀片成型机(弯刀机),刀片冲孔机(过桥切刀机),刀片切角机等。
刀片裁剪机用于对模切刀和压痕线进行裁剪,首先要量出模切版上所需要钢线的长度,在刀片裁剪机上有挡规可对钢线进行长度定位,在挡规定位好以后要求将模切版上所有同样长度的钢线一次性裁剪完成,再进行量取第二段长度,重新进行挡规定位,这样可有效地提高工作效率。
刀片成型机(弯刀机)用于在模切版上对模切刀或压痕线的圆弧或角度的精确成型,每台设备上都有成型各种常用圆弧和角度的专用模具对刀线进行弯曲成型,刀线的成型位置和弯曲程度都有相应的挡规进行定位,可以保证在同一版面的相同圆弧和角度的通用性,使操作更加方便迅速。
刀片冲孔机(过桥切刀机)用于在模切版上过桥部分装刀线时,在模切刀或压痕线背部冲出和过桥同样宽度与模版同样高度的过桥孔,可以保证顺利利装刀。
刀片切角机在制作模切版时,两模切刀的垂直相交处,因为横向模切刀刃口处刀刃斜面的存在,在垂直模切刀断面如果切割成直线会造成垂直相交处切不断的现象,刀片切角机就是解决两模切刀垂直相交处切不断的问题的,通过刀片切角机的切割,模切刀端面刃口部可自动切出一个尖角,正好和横向模切刀刃口斜面相对,可以有效地进行两模切刀垂直相交处切断。
以上介绍了常用纸盒模切压痕用模切刀和压痕线的刀线加工设备,对于厚度为0.45mm,高度为7-9.5mm的不干胶标签模切刀的刀片成型和裁剪有专用标签刀专用刀片成型裁剪机,该设备同时有刀片成型部分和刀片裁剪部分,用于刀片成型专用模具更加精巧、实用、最适合标签刀对细小的圆弧和角度等形状进行加工。
刀片裁剪成型好以后,安装时要求将切割好的模版放在平台上,将一段加工好的刀线前进部朝下,对准相应模版位置,用专用刀模锤打上部刃口,将刀线镶入模版。这里要强调一下,安装刀线必须用专用刀模锤或木锤,刀模锤头部采用高弹橡胶制成,在打刀线刃口时,可以保证不伤刃口。
1.2.4开连接点
在模切制版中,开连接点是开面必不可少的工序,连接占就是模切刀刃口部开出一定宽度的小口,在纸盒模切过程中,使该部分的纸盒和废边在模切仍有局部连在一起的地方,使模切后的纸盒和废边不散开,以使下一步走纸、收纸顺畅。
开连接点应使用专用设备:刀线打口机,用砂轮磨削开连接点,不应用锤子和錾子去开连点,否则会损坏刀线和搭角,并在连点部分容易产生毛刺。在模切刀过桥位置因为悬空,不要在这个位置开连接点。
连点宽度有0.3、0.4、0.5、0.6、0.8、1.0mm等大小没的规格,通常的常用规格为0.4mm。连接点通常打在成型产品看不到的隐蔽处,对于在成型后外观处的连点应越小越好,以避免影响成品盒外观。
1.2.5粘海绵胶带
模切版装刀完成后,为了防止模切刀、压痕线在模切、压痕时粘住纸张,使纸张在模切时走纸顺畅,在刀线两侧要粘贴弹性模切胶条。模切自粘胶条在模切中所起的作用非常重要,它直接影响模切的速度与质量。在不同的模切机上,应根据模切的速度和模切活件及有关条件,选用不同硬度、尺寸、形状的模切胶条非常重要。
模切胶条按硬度分有标准胶条、硬胶条和特硬胶条,模切胶条根据接粘接位置不同,需要选用不同硬度的胶条。如表24
表24:海绵胶条的规格及粘贴位置
|
|
胶条的硬度 |
胶条的宽度 |
胶条的高度 |
粘贴的位置 |
|
标准胶条 |
40度 |
7mm |
9mm |
贴在正常模切位置 |
|
硬胶条 |
55度 |
7mm |
8mm |
贴在模切刀两则有连接点的位置或在高速模切机上贴有正常模切位置 |
|
特硬胶条 |
60度 |
7mm |
7mm |
通常贴在狭小部分的位置或方齿刀、拉链刀等特殊刀具两侧,也可贴在高速模切机模切刀的连点位置 |
模切胶条在模切使用时,会被压缩变形,如果模切胶条距离刀线过近,会使胶条在受压时产生侧向分力,容易破坏纸张的连点或将纸线模切时使纸边拉毛,影响模切效果;如果距离发刀太远,则起不到防止纸板粘刀的效果。模切胶条距离刀线的理想距离为1-2mm之间。
1.2.6试切垫板
模切版加工完成后,首先要将模切版装在模切机上进行试切,当试切时,试切试样局部正常,而有一部分切不透时,就要在局部范围进行垫板。垫板就是用0.05mm厚的垫板纸粘贴在模切版底部,对模切刀进行高度补偿。当局部垫板后仍有个别刀线模切不透时,就要进行位置垫板,位置垫板就是用窄条垫板纸直接粘在模切刀底部进行刀线高度补偿。
1.2.7压痕底模的制作
压痕底模制作主要有以下几种方法:
1.2.7.1、手粘底模 这是压痕底模最早的制作方法,采用的是用复写纸在粘在底模钢板的压出印痕,按压印位置,手工拼贴底模凹槽而成,这种方法制作压痕底模效率低,准确性差,所压出的痕线不够饱满,并且可压痕次数很少。这种落后的制作方法在欧美等发达国家早在几年前已经被淘汰,随着新工艺的不断发展普及,在我国这种方法也将最终被淘汰。
1.2.7.2、用底模开槽机开出底模 这种制作工艺是用南底模材料手工画出或在模切机上印出线痕,再用专用压痕底模开槽机在底模材料上用所需槽宽度的锯片铣刀铣出凹槽,所制作压痕底模的质量根据操作者的技术水平不同,差异较大;同时制作总体成本较高,现在这种制作工艺的使用也是越来越少了。
1.2.7.3、纤维压痕底模 这种加工方法底模材料选用纤维板,材料坚硬并且耐用,一般使用在极长板的模切中,制作工艺比较复杂,需要在专用电脑底模加工机上制作,整体制作成本高和适应性较差。
1.2.7.4、钢底模 这种制作方法是直接在底模钢板上用电加工成痕槽,这种方法加工的钢模的优点是有极好的尺寸稳定性和机械强度,缺点是工艺复杂,需要昂贵的专有设备,这种制作方法是底模版制作中成本最高的一种,在极长版的活,并且是单一产品模切中,可以选有。
1.2.7.5、压痕模 这种使用压痕模制用压痕底模板的方式为最单单快捷方便的制作方法,不需要购买设备或专门去定做底模,通过简单的操作即可在底模钢板上制作出整齐标准的压痕底模,并且耐用性强,价格便宜,适合短、中、长版不同的需要,用压痕模制作压痕底模的方法是世界上用于痕底模制用应用最广泛的方法,在国内近几年来也是迅速发展应用的新方法。下面我们详细介绍一下压痕模制底模版的选用和操作。
1.2.7.6压痕模制底模版的选用和操作
1)、压痕模的结构和型号表示
压痕模主要由压痕底模、定位塑料条、强力底胶片、保扩胶贴构成。
压痕模的型号以“槽深×槽宽”表示
2)、压痕模的常用类型
压痕模按使用位置不同主要可分为四种不同的类型即:标准型、超窄型、单边狭窄型、连坑型。
标准型——用于工作中压痕线两侧距离较宽的位置,该类型号为普通型。
超窄型——用于压痕线与模切刀距离较近的位置。
单边狭窄型——用于压痕线与压痕线距离较近的位置。
连坑型——用于配合两条或两条以上距离在4mm以下的压痕线使用。
3)、压痕模的选择方法
a)在模切卡纸时压痕模型号的选用
压痕模的槽深=卡纸最度,压痕模槽宽=纸厚×1.5+压痕线厚度
压痕线高度=模切刀高度-(纸厚+0.05-0.1mm)
表25:模切卡纸时压痕模选用对照表(模切刀高速按23.8mm做标准)
|
纸张克数(克) |
纸张厚度 |
压痕线高度(mm) | |||||
|
|
|
23.5 |
23.4 |
23.3 |
23.2 |
23.1 |
23.0 |
|
200 |
0.28mm |
0.3×1.0 |
0.4×1.0 |
|
|
|
|
|
250 |
0.35mm |
0.3×1.2 |
0.4×1.2 |
|
|
|
|
|
300 |
0.42mm |
0.3×1.3 |
0.4×1.3 |
0.5×1.4 |
|
|
|
|
350 |
0.50mm |
|
0.4×1.4 |
0.5×1.5 |
0.6×1.5 |
|
|
|
400 |
0.56mm |
|
|
0.5×1.7 |
0.6×1.6 |
|
|
|
450 |
0.63mm |
|
|
|
0.6×1.7 |
0.7×1.7 |
|
|
500 |
0.70mm |
|
|
|
|
0.7×1.7 |
0.8×1.7 |
注:以上规格只用推荐选用,其中□内为首选规格
b)模切瓦楞纸时压痕模的型号选用
压痕模槽深=瓦楞纸压实的厚度,压痕模槽宽=瓦楞纸压实厚度×2.0+压痕线厚度,压痕线高度=模切刀高度-瓦楞纸压实后厚度
表26:模切瓦楞纸时压痕模选用对照表(模切刀高度按23.8mm做标准)
|
瓦楞纸 |
压平后瓦楞纸厚度 |
压痕线高度 |
选用压痕模(1.05厚压痕线) |
选用压痕模(1.42厚压痕线) |
|
E坑 |
0.65mm |
23.1mm |
0.7×2.3 |
|
|
E坑 |
0.75mm |
23.0mm |
0.8×2.5 |
|
|
B坑 |
0.85mm |
22.9mm |
0.8×2.7 |
0.8×2.3 |
|
B坑 |
0.95mm |
22.8mm |
1.0×3.0 |
1.0×3.5 |
|
C坑 |
1.05mm |
22.7mm |
1.0×3.2 |
1.0×3.5 |
|
C坑 |
1.15mm |
22.6mm |
|
1.0×4.0 |
4)、压痕模的使用方法
压痕模的规格型号选定以后,下面讲一下压痕模的具体操作方法,即怎样用压痕模在底模钢板上成型压痕底模。
a)在安装压痕模前,首先要把模工机的模切压力调节好,同时要求将模切机的底模钢板清除干净。
b)在刀模版上量取所需压痕模的长度。
c)在压痕模专用裁切开压痕模,在压痕模两端自然切成90度尖角。
d)用压痕模上部的定位塑料条将压痕模卡在模切版上对应的压痕线上。
e)将压痕模底部 扩胶贴肃离。
f)将模切版装 在模切机上,然后将模切机开动一次,压痕模即定位在底模钢板上。
g)撕去粘在底模钢板上压痕模的定位塑料条,压痕底模定位完成。
h)压痕模底部采用高强底胶,推荐用橡胶锤击打压痕模,使压痕模与底模钢板粘贴更牛固,从而免去用强力胶二次固定压痕模的工作。
1.2.8、试模切、签样、正式生产
模切压痕底模版制作完成后,就可以调试模切进行试模切正式印张,并仔细检查模切产品的模切压痕质量,检查合格后将模切好的模切样品交客户进行模切样品签收,才可进行正式模切压痕生产。
以上从各种角度介绍了常规平压模切制版工艺的工艺、方法、设备等,随着我国印刷包装工业的不断发展,平压模切水平的不断提高,将会对平压模切制版技术提出更金更高的要求,我国的平压模切制版技术必将保持同步发展。
1.3、模切版制作注意事项
1.3.1在绘图时注意咬口空白的设计,如图16
1) 是由前纸边到第一条模切刀,允许送纸入模切机,不要装模切刀在这个范围。
2) 横放的第一条模切刀从木版边缘必须装在13mm的距离处,可以获得最大的模切尺寸和不会损坏咬牙。
3) 对于BOBST模切机而言,标准咬口空白的尺寸是13mm,但是可以从9mm到17mm。
4) 可以加大咬口空白的尺寸,也可以取消咬口空白的尺寸(但是不带前废)
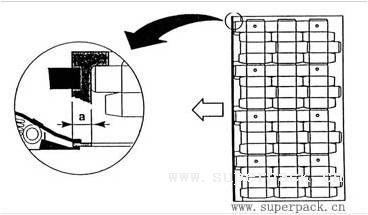
图16
1.3.2在绘图设计时,尽量使用圆角代替尖角,这样可避免在尖角拼接形成不需要的连接。如图17
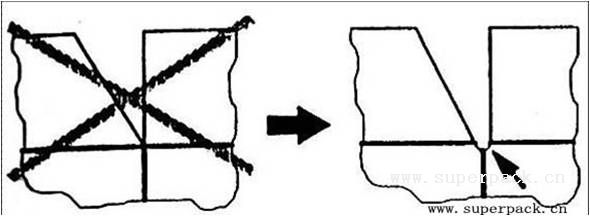
图17
1.3.3在绘图设计时,为了易于清废,窄小废纸的阔度不可小于5mm。如图18
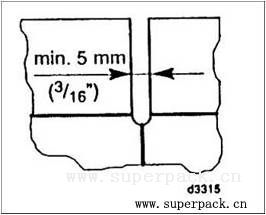
图18
1.3.4拼接一个斜在一条直线是很难实现,建议在斜位的末端做一个圆角90度的拼接。如图19
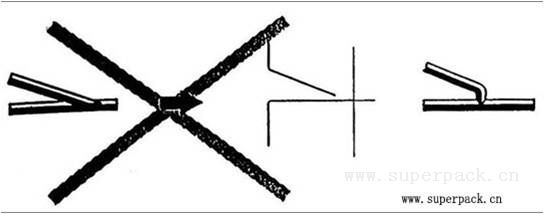
图19
1.3.5和一个圆相切的一条直的模切刀拼接实际上很难,建议把半径r中心点一个a的 位置距离小于 r的尺寸。a的尺寸必须是大于0.8的r。如图20
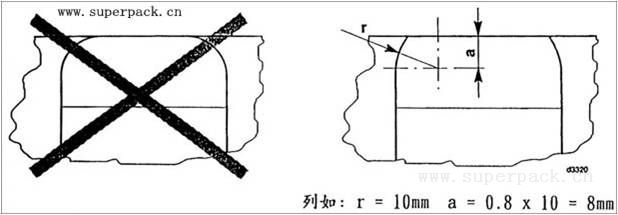
图20
1.3.6彩盒的糊盒位必须是圆角,如图21
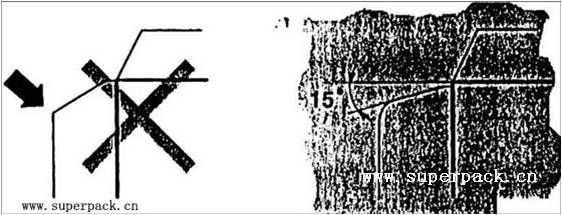
图21
1.3.7切口应轻微地越过压痕线,折叠很容易。如图22

图22
1.3.8注意过桥的设计,如图23
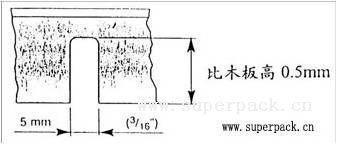

图23
1.3.9有间隔刀的位置必须去掉底膜,如图24
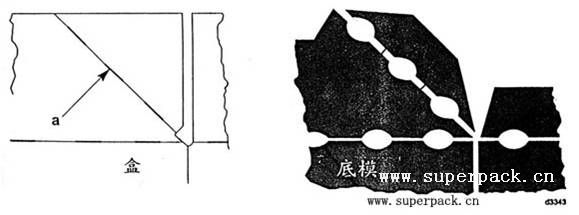
图24






